






关键词 |
设备精度检测,精度检测公司,梁平精度检测,精度检测哪里做 |
面向地区 |
机床检测必要性:
随着现代工业的高速发展,数控机床在各个领域中得到广泛应用。而相当多的用户认为买了数控机床,加工精度就有保障
了,而不知数控机床的终是靠机床本身的精度来。机床本身精度可分为几何精度、定位精度和切削加工精度。几
何精度在其安置调整好以后,如无搬迁或大的碰撞事故,其精度-般变化不大。 切削加工精度实质上是几何精度和定位精度在
切削加工条件下的一项综合反映。因而数控机床周期性精度检测主要是定位精度的检测和误差补偿。
经验表明,80%已投进生产使用的机床在使用一段时间后,处在非正常超性能工作状态,甚至超出其潜伏承受能力。通常
新机床在使用半年后需再次进行检测,之后可每年检测- -次。因此,定期对数控机床进行周期性精度检测和误差补偿, 对于企
业合理降低生产成本,改善零件加工质量,减少废品产生,提高数控机床利用率和延长其使用寿命至关重要。
机床的维护是怎么样的?
机床的维护工作主要是注意清洁、润滑和合理的操作。
日常维护保养工作分为以下三个阶段进行:
1)工作开始前。检查机床各部件机构是否完好,各手柄位置是否正常;清洁机床各部位,观察各润滑装置,对机床导轨面直接浇油润滑;开机低速空运转一定时间。
2)工作过程中。主要是正确操作,不允许机床超负荷工作,不可用精密机床进行粗加工等。工作过程中发现机床有任何异常现象,应立即停机检查。
3)工作结束后。清洗机床各部位,把机床各移动部件移到规定位置,关闭电源。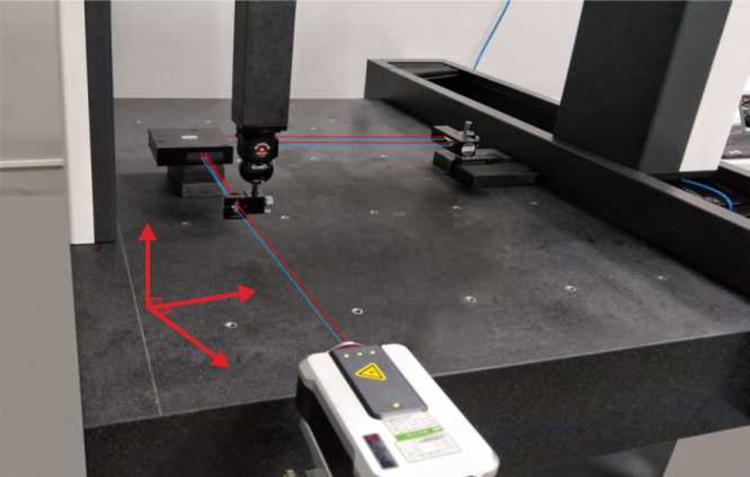
1定位精度的检测
检测机床的定位精度,常用标准有两种:
●德国VDI/DGQ3441标准(机床运行精度和定位精度的统计方法)。
●美国AMT标准(美国机械制造技术协会制定)。
用两个标准,测量数据的整理均采用数理统计方法。即沿平行于坐标轴的某
一测 量轴线选取任意几个定位点(- -般为5~15个),然后对每个定位点重复进行
多次定位(一般为5~13次)。可单向趋近定位点,也可以从两个方向分别趋近,
然后对测量数据进行统计处理,求出算术平均值。进而求出平均值偏差、标准差、
分散度。分散度代表重复定位精度,它和平均值偏差一起构成定位精度, 两者之
和是在任意两点间定位时可能达到的大定位偏差。
由于被测坐标轴长度不尽相同,因而其定位精度的线性允差的给定方式不应
是单一的,而应有所区别。国标GB10931-89数字控制机床位置精度的评定方法
中规定,轴线定位精度线性允差的给定方式主要有以下几种:
●在全行程上规定允差;
, 根据被测对象长度分段规定允差;
●用局部公差方式规定允差;
既规定局部公差,同时也规定全行程允差。
数控机床曰常维护保养的重要性是什么?如何做好日常维护保养工作?
1.日检:主要项目包括液压系统、主轴润滑系统、导轨润换系统、冷却系统、气压系统。日检就是根据系统的正常情况来加以检测。
2.周检:其主要项目包括机床零件、主轴润滑系统,应该每周对其进行正确的检查,特别是对机床零件要清除铁屑,进行外部杂物清扫。
3.月检:主要是对电源和空气干燥器进行检查。电源电压在正常情况下额定电压180v~220v,频率50hz,如有异常,要对其进行测量,调整。空气干燥器应该每月拆一次,然后进行清洗、装配。
4.季检:主要从机床床身、液压系统、主轴润滑系统三方面进行检查。对液压系统和主轴润滑系统进行检查时,如有问题,应分别更换新油,并对其进行清洗。
5.半年检:半年后,应对机床的液压系统、主轴润滑系统以及X轴进行检查,如出现问题,应更换新油,并进行清洗

四川本地精度检测热销信息















